Kurbelwelle.
- Eine Presse von 3500-5000 kg Druck verwenden. Vor der
Demontage die gegenseitige Stellung der Kurbelwagen durch
Kerben bezeichnen. Bei 350 zuerst den Aluminium-Stirnring
demontieren.
- Zuerst den Pleuelzapfen aus einer Kurbelwange und dann,
aus der zweiten Kurbelwange auspressen. Das Auspressen des
Kurbelwellenzapfens nur im äußersten Notfalle
vornehmen. (Der Pleuelzapfen Ø 21,9 mm.)
- Den Mittelzapfen bei 350 nur im Falle des notwendigen
Austausches des Kugellagers laut Abbildung auspressen.
-
Die Montage laut der Abbildungen durchführen und beim
Pressen mittels eines Winkels kontrollieren.
- Die Kurbelwellenbestandteile gründlich reinigen,
besonders die Zapfen müssen ganz trocken sein.
- Die Kurbelwellenzapfen (ältere Ausführung),
die am Ende teilweise abgeschrägt sind, müssen
derart in die Kurbelwangen eingepresst werden, dass der
abgeschrägte Teil in der Achse in Richtung zum
Pleuelzapfen liegt.
Die Kurbelwellenzapfen (neuere Ausführung) ohne
abgeschrägte Enden müssen derart in die
Kurbelwangen eingepresst werden, dass ihre Enden die
Fläche der Vertiefung für Pleuelstange nicht
übertragen. Das Spiel zwischen der Zapfenstirn und
der Fläche der Vertiefung kann etwa 0,1 mm betragen.
Beim Pressen ist es vorteilhaft, eine
Distanzunterlagscheibe Stärke 3 mm bei 250 und 3,35
mm bei 350 zu verwenden. (Die Distanzunterlagscheibe
bleibt in der Vertiefung und begrenzt das richtige Spiel
des Kurbelwellenzapfens.
Der rechte Kurbelwellenzapfens muss derart eingestellt
werden, dass der Stift für den Lichtmaschinenrotor
in der Achse in Richtung zum Pleuelzapfen liegt.
- Den Pleuelzapfen derart in die Kurbelwange
einpressen, dass seine Stirn in der Ebene mit der
Kurbelwangenaussenfläche liegt.
- Die Pleuellagerrollen (20 + 20 Stück), den
Zwischenring und die Pleuelstange aufsetzen. Zuerst
einfetten!
- Die Kurbelwangen gemäss den Kerben, welche wir
vor der Demontage gemacht haben, zusammenpressen.
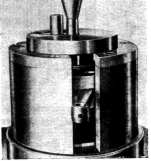
- Vorgang beim Pressen des Mittelzapfens bei 350: Den
Mittelzapfen in die linke Kurbelwange einpressen. Den
linken Distanzring aufsetzen. Die Labyrinthdichtung mit
dem Absatz in Richtung zum Lager aufsetzen. Das
Kugellager aufpressen. Den rechten Distanzring aufsetzen
und die rechte Kurbelwange aufpressen.
- Mittels lndikatoruhr kontrollieren und zentrieren. Das
Axialspiel der Pleuelstange beträgt 0,1-0,2 mm. Das
Radialspiel des Pleuellagers beträgt 0,008 bis 0,012 mm.
Der zulässige Schlag der Kurbelwelle beträgt
maximal +0,02 mm. Die Entfernung der Aussenkurbelwangen
(Ringansätzen) beträgt nach dem zusammenpressen bei
250 - 57 -0,100 // -0.290 mm, bei 350 - 137.8 -0.145 //
-0.305 mm.
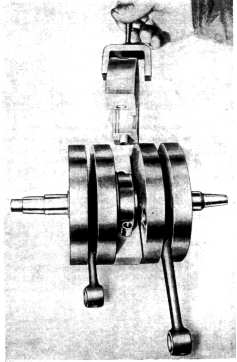
 Kurbelwelle 350 (demontiert)
Kurbelwelle 350 (demontiert)
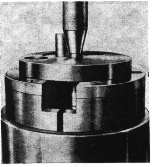
 Demontage des Stirnringes 350
Demontage des Stirnringes 350
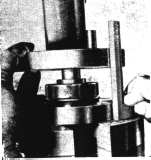
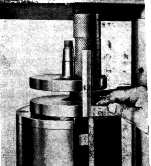
 Auspressen des Pleuelzapfens
Auspressen des Pleuelzapfens
 Einpressen des Mittelzapfens 350
Einpressen des Mittelzapfens 350
 Auspressen des Kurbelwellenzapfens
Auspressen des Kurbelwellenzapfens
 Zusammenpressen der Kurbelwelle (Kontrolle
mittels eines Winkels)
Zusammenpressen der Kurbelwelle (Kontrolle
mittels eines Winkels)
 Auspressen des Mittelzapfens 350
Auspressen des Mittelzapfens 350
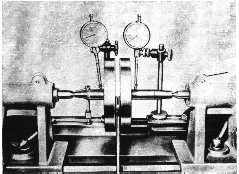 Kontrolle der Kurbelwelle 250
Kontrolle der Kurbelwelle 250
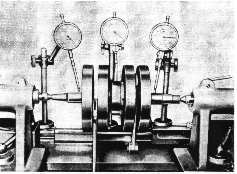 Kontrolle der Kurbelwelle 350
Kontrolle der Kurbelwelle 350
Zentrieren der Kurbelwelle
(Zulässiges Spiel der Zentrierung beträgt 0,02 bis
0,03 mm.)
-
Die Kurbelwellenzapfen in die Ebene ausrichten, die durch
die Achse des Pleuelzapfens geht. (Die Zeiger beider
lndikatoruhren müssen einen Ausschlag gleichen Sinnes
anzeigen: entweder (+ +) oder (--).)
Arbeitsvorgang: Die Zeiger der lndikatoruhren
zeigen (+ -)
- die höchste Stelle (+) auf dem
Kurbelwellenzapfen feststellen;
- mit einem Kupferhammer mit angemessener Kraft auf die
(+) Kurbelwange in bezeichneter Richtung (Pfeil
"A") schlagen.
-
Die Kurbelwellenzapfen in der Ebene zentrieren, die durch
die Achse des Pleuelzapfens geht.
(Der Wert des Zeigerausschlages der Indikatoruhren wird
immer an der Stelle gegenüber dem Pleuelzapfen
festgestellt.)
- Zeigen die Zeiger (+) an, zieht man die Kurbelwangen
mittels eines Hebels in bezeichneter Richtung
voreinander.
- Zeigen die Zeiger (-) an, schlägt man auf die
Kurbelwangen von der Seite gemäss den Pfeilen
"B" in bezeichneter Richtung.
- Ist die Dezentrierung (+ -) in der Ebene, die durch die
Achse des Pleuelzapfens und der Kurbelwellenzapfen geht, dann
ist das Zentrieren des Kurbeltriebwerkes unmöglich (da
die Entfernung der Mittelpunkte des Pleuelzapfens und der
Kurbelwellenzapen bei den Kurbelwangen verschieden sind). In
solchem Falle muss die Kurbelwelle ohne die vorgeschriebene
Zentrierung eingebaut werden, jedoch maximal bis einer
Abweichung von 0,05 mm (sonst muss die Kurbelwelle
ausgetauscht werden).
Der Arbeitsvorgang beim Zentrieren der Kurbelwelle des
Zweizylinders JAWA-CZ 350 ccm ist gleich wie bei 250 ccm, so
dass zuerst die Kurbelwangen des ersten und dann die
Kurbelwangen des zweiten Pleuelzapfens zentriert werden.
 Ausrichten der Kurbelwelle
Ausrichten der Kurbelwelle
(Beim Zentrieren der Kurbelwelle JAWA-CZ 350 werden 3
Indikatoruhren verwendet.)